1.引言
閥門是工業領域一種重要的流體控制設備和承壓元件,壓力試驗是工業閥門最重要的性能測試手段。目前,國內、外的閥門壓力試驗臺幾乎都為機械一液壓式,勞動強度大,工作效率、測試精度均較低。并且,普遍存在著壓力試驗沒有按標準要求與材料特性嚴密掛鉤的現象。加壓和保壓過程也是粗糙的目測和繁重的手工操作,試驗壓力和保壓時間不能得到有效的保證,由此帶來了測試結果的不準確和測試過程的不科學。并且,隨著產品參數的提高,測試數據的誤差會達到驚人的程度。現代數字控制技術的發展和工業化應用,為改進傳統的閥門壓力試驗過程提供了一種比較現實的方法和途徑。
2.壓力試驗概述
工業閥門的壓力試驗通常包括:殼體試驗、密封試驗和上密封試驗,試驗介質一般為水和空氣,試驗過程中要保證系統壓力達到或超過規定的試驗壓力后,在規定的保壓時間內,檢驗受試閥門是否達到相應標準規定的性能要求。
2.1 標準與規范
目前,我國閥門行業比較通行的閥門試驗標準主要有:GB/T 13927—1992《通用閥門——壓力試驗》;JB/T9092—1999《閥門的檢驗與試驗》;APl598:2004《閥門的檢查和試驗》;BS EN 12266:2003《工業閥門——閥門試驗》;ISO 5208:1993《工業閥門一閥門的壓力試驗》等。由于各國在管道規范、壓力分等、材料應用等方面的不同,以上標準間有一定的差異,但在試驗方法和試驗項目上有很大的共性,實際上,各國在標準制定過程中都存在著相互的借鑒。對于試驗過程來說,主要的差別在于壓力分等和具體閥種的試驗項目、試驗條件的規定不同。
此外,閥門的試驗規范還遠不止于以上所列,其他一些工業國家的閥門試驗標準也有不同程度的應用,對于一些特殊結構,特殊用途的工業閥門,制造商或用戶有時會另外制定檢測、試驗規范并要求執行。試驗設備或裝置應盡可能滿足相關要求。
2.2 試驗過程
2.2.1 殼體試驗
閥門的殼體試驗是對閥體和閥蓋等聯結而成的整個閥門外殼進行的壓力試驗。其目的是檢驗閥體和閥蓋的致密性及包括閥體與閥蓋聯結處在內的整個殼體的耐壓能力。
每臺閥門出廠前均應進行殼體試驗。在試驗過程中不得對閥門施加影響試驗結果的外力。試驗壓力在保壓和檢測期間應維持不變。用液體做試驗時,應盡量排除閥門體腔內的氣體。在達到保壓時間后,殼體(包括填料函及閥體與閥蓋聯結處)不得發生滲漏或引起結構損傷。
殼體試驗的方法和步驟:封閉閥門進口和出口,壓緊填料壓蓋,使啟閉件處于部分開啟位置;給體腔充滿試驗介質,并逐漸加壓到試驗壓力(止回閥類應從進口端加壓);達到規定時間后,檢查殼體(包括填料函及閥體與閥蓋聯結處)是否有滲漏。
2.2.2上密封試驗
上密封試驗是檢驗閥桿與閥蓋密封副密封性能的試驗。具有上密封性能要求的閥門都必須進行上密封試驗。
上密封試驗的方法和步驟:封閉閥門進口和出口,放松填料壓蓋,閥門處于全開狀態,使上密封關閉,給體腔充滿試驗介質,并逐漸加壓到規定的試驗壓力,然后檢查上密封性能。此項試驗可在殼體試驗之前進行。
2.2.3 密封試驗
密封試驗是檢驗啟閉件和閥體密封副密封性能的試驗。
密封試驗之前,應除去密封面上的油漬,但允許涂一薄層粘度不大于煤油的防護劑;靠油脂密封的閥門,允許涂敷按設計規定選用的油脂。
試驗過程中不應使閥門受到可能影響試驗結果的外力。應以設計給定的方式關閉閥門。密封試驗應在殼體試驗后進行。
試驗方式應按具體閥種及標準規定執行。
3.壓力試驗的工業現狀
3.1 一般工業現場的問題
壓力試驗的試驗壓力及實際保壓時間是一個必須嚴格執行的參數,由于缺乏監督和一定的機構保證,操作過程中保壓時間不足的現象嚴重,特別是在工作時間緊張的情況下。
而人工方法進行的試驗結果歸納、整理,試驗報告等文檔材料的產生、保存、備查占據了相當大的工作量,有一定的差錯率。特別是目前越來越強調的試壓過程曲線的記錄。
大多數閥門試驗標準都規定:試驗壓力依據閥種、規格、試驗項目與主體材料的最大許用工作壓力呈一定的線性比例關系,而主體材料的最大許用工作壓力的實際確定比較煩瑣,目前一般閥門制造商,甚至一些專業檢測機構只是將公稱壓力乘以相應的比例系數,或適當增加。加壓和保壓過程也是粗糙的目測和繁重的手工操作,存在一定的系統和人為誤差。
3.2 專業機構的判定誤區
這里所謂的專業機構是指專業檢測和質量監督機構,在這類機構進行的壓力試驗,其數據應充分體現公正和合理,殼體試驗時不應隨意加大壓力值,造成不必要的糾紛。
而密封試驗和上密封試驗時增加壓力值反而帶來不正確的判定。根據密封設計理論要求,合格密封的條件為:
其中:qMF——密封面上必需的比壓;
[q]——密封面的許用比壓;
q——計算的實際比壓。
而 q=Qmz/Amf
式中:Qmz——密封副上的總作用力(包括介質壓力);
Amf——密封副的有效作用面積。
可見,在很多情況下,增加介質壓力,可以強化密封,不能達到合理檢驗的目的。
4.解決方案
4.1 試驗壓力確定的傳統方法
其實,在我國閥門行業,一直有人在嘗試解決試驗壓力與材料特性掛鉤的問題,如把試驗壓力具體化,并標記于裝配圖上。將不同材料在常溫下的最大許用工作壓力值作為操作規范張貼于試壓現場。
但這些方法沒有能得到有效的推廣,甚至嘗試者也沒能堅持下去,其原因一是試驗現場環境較差,圖紙資料難以保存;二是閥門產品種類繁多,特別是在目前已對全球供貨的產業形勢下,材料應用的范圍非常廣泛,各主要工業國的各種牌號的材料幾乎都有可能涉及,很難在有限的空間羅列。
4.2 數字化方案
目前,壓力試驗過程中要解決的主要是三方面的問題,一是對壓力信號的感應、設定以及對加壓泵、壓力調節閥等基本設備的控制,對于試驗規范規定的試驗參數、試驗類別,能夠從機構上予以保證;二是針對目前行業內普遍存在的,壓力試驗不與材料特性掛鉤的現象提出現實解決方案,并使之在一般工業現場可行、可用。使壓力試驗過程更為準確和科學;三是對數據的整理工作,包括初始狀態的設定,試驗結果的判別,試驗參數的歸納、整理、表達、保存、檢索,以及輔助參數的管理等。
現代自動控制技術已進入以計算機技術為核心的數字式、智能化階段,利用現代自控技術可以很方便地實現壓力信號的感應、設定、反饋,對各種壓力源的自動操作,對試驗結果的自動分析、判別、處理,對試驗過程的標準化、智能化控制以及各類數據的遠程通訊。并且,結合數據庫技術后使系統對數據處理的能力大為增強,可以輕松實現各類標準數據的快速檢索、實時調用和有序組織。我們曾對現行壓力試驗臺進行了數字化改造,取得了較好的應用效果。
4.3 應用研究
4.3.1 系統構成
系統由壓力變送器、PLC(含必須的采集與處理模塊)、觸摸屏或觸摸式平板電腦、壓力控制與調節沒備、電源及中間電路等組成(圖1)。
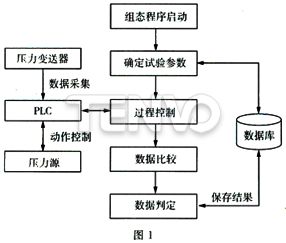
系統由組態程序啟動,交互方式設定基礎參數,PLC啟動壓力源并保證試驗壓力與保壓時間,壓力變送器采集的壓力信號轉變為電壓值經PLC處理后送處理器分析比較,試驗結束的條件為:試驗壓力已低于設定壓力,或達到規定的保壓時間。試驗結束,系統自動整理試驗報告與合格證(針對出廠試驗),保留過程記錄。程序設計中要設有穩壓/補壓模塊,應對管路泄漏。界面設計時應考慮基礎參數的交互干預,并能反寫入數據庫,滿足特殊產品與非標元件的試壓要求。數據庫系統應具備多種數據檢索方式,如:產品信息、日期、工號、工段號、合同信息等,提供質量管理的基本信息。
4.3.2 聯機工作模式
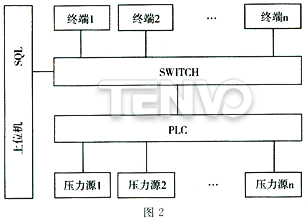
對于多臺位現場應采用聯機工作模式(圖2),聯機工作時可以對各終端集中控制,數據資源也能得到共享與統一,減少不必要的元器件配置,便于檢修和恢復。聯機工作時,各終端之間、終端與上位機之間可采用以太網方式連接,固定IP地址,組態程序與PLC之間以OPC方式通訊,各控制單元遵守.Modbus協議。總線式PLC連接,分布式數據庫結構,可提高反應速度和運行安全性,系統由上位機集中管理,但狀態顯示在上位機和終端之間可同時實現,便于差錯監督和分步操作。
4.3.3 試壓系統的改進
試壓系統應加裝手動/自動切換裝置,便于系統檢修和脫機工作,壓力管路腰配有氣壓緩沖罐,減少對電子元器件的沖擊。條件許可的情況下,應盡可能采取集成設計,減少過程誤差和線路衰減,要有一定的警示和保護措施。在高、低壓管路交匯處加裝“兩位三通”控制閥(原低壓管路和高壓管路切斷閥可考慮取消),并在低壓管路出口處加裝止回閥,防止高壓介質對低壓系統的沖擊(圖3)。
5.結束語
壓力試驗是工業閥門生產和流通過程中的重要環節,數字化改造是解決其目前存在問題的理想手段,選擇合適的控制方案、通訊模式、操作界面是實現這一過程的關鍵,而合理的技術指標、造價規模、一般工業現場的實用性研究十分重要。
天沃-硬密封蝶閥,與您資料共享!




















