閥門體與閥門蓋的連接,與管道的連接,稱為連接處。其連接方式有法蘭連接、螺紋連接、卡套連接、卡箍連接、對夾連接、焊接連接等。在油庫中主要是法蘭、螺紋、焊接連接,卡套連接、卡箍連接、對夾連接的方法極少。這里主要介紹法蘭、螺紋、焊接連接的修理。
1.法蘭破損的修理
在閥門上,閥門體與閥門蓋連接的法蘭稱為中法蘭,兩端與管道連接的法蘭稱為端法蘭。法蘭破損一般發生在螺栓、螺紋孔部位。這種損壞灰鑄鐵閥門最為常見。
法蘭破損的修理方法有加強板焊接修復、加強板粘接修復、堆焊修復等。
(1)法蘭局部裂紋加強板焊接修復,見圖9-13。
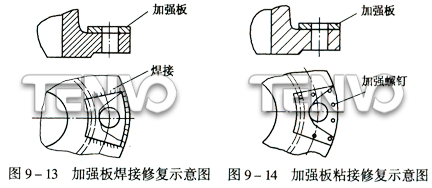
(2)加強板局部裂紋粘接修復,見圖9-14。
圖9-13加強板焊接修復示意圖 圖9-14加強板粘接修復示意圖
(3)法蘭局部裂紋堆焊修復,見圖9-15。
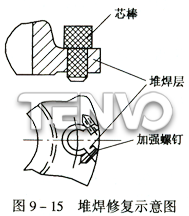
法蘭“缺塊”常發生于鑄鐵法蘭,用堆焊修補時,應根據鑄鐵焊接的工藝要求,選擇焊條,并采取一定的工藝措施。
2.法蘭螺孔損壞的修理
螺紋孔的損壞一般是絲扣的損壞,其修理方法有:
(1)塞焊修復法
采用堆焊方法把螺紋孔堵塞,重新鉆孔攻絲。螺紋孔徑較大時,先嵌入塞塊,然后進行堆焊。堆焊堵塞修復螺紋孔的方法,一般用于低碳鋼法蘭。對于中碳鋼或鑄鐵法蘭螺孔的修復,宜用鑲套修復法。
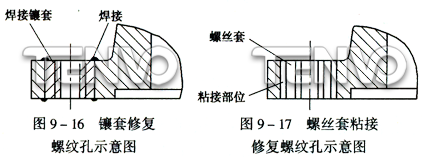
(2)鑲套修復法
先將原螺紋孔直徑擴大,制作一個鋼套鑲人,再將兩頭焊牢,然后鉆底孔、攻絲,見圖9-16。
(3)螺絲套粘接修復法
將原螺紋孔直徑擴大作為底孔,擴大的尺寸為本螺距的3倍,用絲錐攻絲,配與原螺栓孔相同的螺絲套(內、外螺紋),在外螺紋上涂刷粘劑,擰在法蘭螺紋內,見圖9-17。
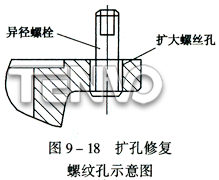
(4)擴孔修復法
把損壞的法蘭螺絲孔直徑擴大成新螺絲孔,配制異徑雙頭螺栓,一頭螺絲與新螺孔同徑,另一頭與原螺絲一樣,見圖9-18。擴孔修復時,必須在法蘭強度允許的情況下采用。
3.法蘭的更換
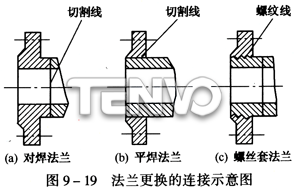
法蘭裂紋、掉塊、破損嚴重或其他形式的損壞,不能采用局部修補的方法修復時,應更換法蘭,其更換方法見圖9-19。
更換法蘭時,新法蘭的制作必須根據標準尺寸加工,其材料應與原法蘭材料一致。若無標準法蘭尺寸或更換為異形法蘭時,可根據原法蘭尺寸加工。
(1)圖9-19(a)是對焊法蘭更換方法。制作一只新法蘭,新法蘭的尺寸,材料符合原設計要求。焊接時要有專門夾具,應嚴格按規范進行施焊。先四點焊固定,檢查新法蘭位置正確后,即可正式施焊。焊前應預熱,焊后應緩慢冷卻,焊道平緩齊整,無焊接缺陷,強度試驗合格。也可采用先粗車法蘭,定位焊牢后,再精車。這樣可避免上述復雜的定位方法。此種方法,適用于可焊性好的閥門。
(2)圖9-19(b)是平焊法蘭更換方法。在車床上切除法蘭,加工一只規格、材料與原法蘭相同的法蘭,套在更換部位上,并且對齊,按焊接規范焊牢。此種方法,適用于可焊性好的閥門。
(3)圖9-19(c)是螺絲套法蘭更換方法。把損壞的法蘭,夾在車床上校正,切除法蘭,留下靜密封面,并加工螺紋與預制的螺絲套法蘭相配,按常規粘接法,將螺絲套法蘭粘牢。此種方法,適用于可焊性較差的閥門。
4.螺紋連接處的修復
閥門體與閥門蓋,以及閥門體與管道的螺紋連接,由于嚴重腐蝕、亂扣、脹破,使閥門報廢。圖9-20是螺紋連接處的修理方法。
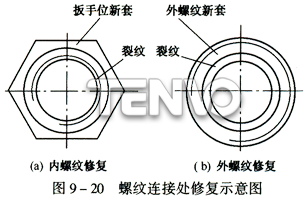
(1)內螺紋裂紋的修理,見圖9-20(a)。車除連接處扳手位,鉆止裂孔,配上鋼制扳手位新套,與本體粘接在一起。若需增加其強度,可適當加大扳手位的尺寸。
(2)外螺紋損壞的修理,見圖9-20(b)。車除外螺紋,配上鋼制外螺絲紋新套,與本體粘接一起即可。
5.焊接連接處的修復
閥門體與管道連接,有焊接和承插焊兩種形式。主要用在高溫、高壓工況條件下,這種形式密封可靠,但拆卸困難。
(1)焊接連接處的修復。焊接連接處在修復前先進行退火處理,然后按原坡口形狀車制。若不便車制,可采用氣割、電弧氣刨、塹切、銼削修復坡口。
(2)承插焊連接處的修理。拆卸承插焊接配管時,可用車削和銼削方法。鋸割時,鋸條斜靠在閥門體進出口端面與焊道上,沿圓周鋸出一圈淺溝,然后鋸條放正,貼著端面作圓弧運動,沿圓周切斷焊縫,不能過多鋸傷配管,以免拆卸時配管斷在閥門體內。拆卸配管可在鉗臺上進行,用管鉗擰下配管。最后用銼刀或砂輪修整進出口,清除焊肉,無缺陷為好。
拆卸配管時應注意:內螺紋連接的閥門是否被焊死;一般承插焊閥門為鋼閥門,無扳手位;一般內螺紋閥門為鑄鐵閥門,有扳手位;內螺紋一般為右旋,反時針方向可擰出配管。
天沃-蝶閥結構,與您資料共享!




















