手輪在運輸過程中容易受到撞擊而損壞。鑄鐵手輪性脆易斷,可采用焊接、粘接、鉚接修復。
1.焊接修理
焊接前將斷裂處加工成V形坡口,若手輪為灰鑄鐵材料,可用自制的鑄鐵氣焊條,熔劑為硼砂,采用弱還原火焰燒焊。焊接時把手輪放置水平狀態,首先用焊槍在減應區加熱,使溫度升到紅熱狀態(500℃以上),然后用焊槍吹掉斷裂處氧化物,再進行焊接。焊完后,在減應區逐漸減溫至300℃以下,停止加熱自冷。也可用電弧焊補焊。
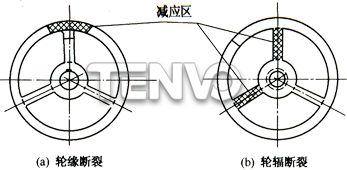
輪輻斷裂燒焊的減應區在斷裂處的輪緣上,如圖9-4(a);輪緣斷裂燒焊的減應區在斷裂處的輪輻上,如圖9-4(b)。
斷裂處焊接修復后,應在砂輪上將焊縫打磨光滑,并按規定涂漆。
2.粘接和鉚接修理
手輪局部產生裂縫,可在裂縫中間鉆孔攻絲,埋一只螺釘即可。為了增加強度,還可在裂縫部位再用環氧化樹脂粘兩層玻璃布。如圖9-5中螺釘部位。
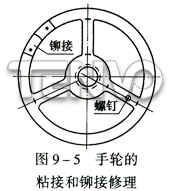
手輪斷裂后,可采用鉚接工藝修理。在手輪斷裂處的反面,用砂輪開一個槽,槽深2~5mm,將2~5mm的鋼板嵌入槽中,再用鉚釘或螺釘連接。修復后,打磨光滑。為了使鉚接更加牢固,還可用鉚接和粘接復合方法。
天沃-電動調節閥,與您資料共享!




















